The word “Takt” comes from German, meaning “Pulse.” It was first used in Germany as a metric for airplane manufacturing in the 1930s. Takt Time is the average time each procedure needs to complete the customer order.
For example, if a customer needs 1200 pairs of shoes within 5 days:
First, we need to find out the available time. Suppose the normal working hours each day are 8 hours.
Available time = 5 x 8 x 3600 seconds = 144,000 seconds
Customer demand = 1200 pairs
Takt Time = Available time / Customer demand
= 144,000 / 1200
= 120 seconds
So, to complete the 1200 pairs of shoes, each production process on average needs 120 seconds.
Benefits of Takt Time
Any manufacturing factory that implements the concept of takt time gains several benefits, such as:
01. Helps to identify the bottleneck of the production line.
02. Helps to adjust the balance rate of the production line.
03. Gives the right direction to operators to finish products on customer demand within the exact time interval.
04. Enables operators to work faster and increase hourly output.
05. Helps to make decisions for improvements in the production line.
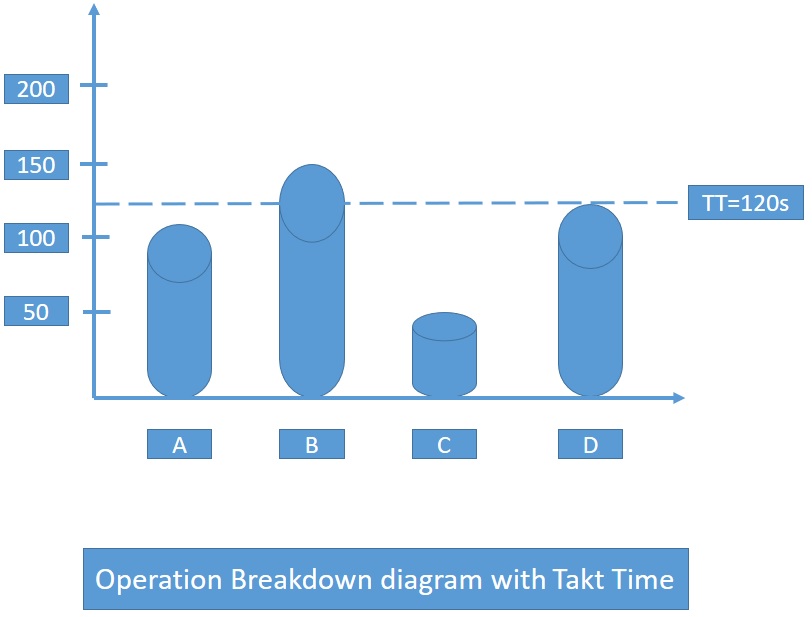
In the above operation breakdown diagram, suppose four people are performing four operations. Here, TT (Takt Time) = 120s. We can easily identify the bottleneck point of the line; in this case, the B operation is the bottleneck point.
Usually, an industrial engineering operation breakdown consists of each process’s standard time as well as takt time. In this way, anyone can easily understand the status of each process in the production line.